







Introduction du brasage sous vide des échangeurs de chaleur en aluminiumÀ l’heure actuelle, les échangeurs de chaleur à tubes plats en aluminium sont de plus en plus largement utilisés dans les climatiseurs automobiles. Étant donné que cet échangeur de chaleur adopte une structure entièrement soudée, l’indice de conception de son propre rendement d’échange de chaleur est supérieur à celui des échangeurs de chaleur à tubes et ailettes....
Introduction du brasage sous vide de l’échangeur de chaleur en aluminium
À l’heure actuelle, les échangeurs de chaleur à tubes plats en aluminium sont de plus en plus largement utilisés dans les climatiseurs automobiles. Étant donné que cet échangeur de chaleur adopte une structure entièrement soudée, l’indice de conception de son propre rendement d’échange de chaleur est supérieur à celui des échangeurs de chaleur à tubes et ailettes. 10%, et dans les vibrations cahoteuses de la voiture, il ne réduira pas l’efficacité de l’échange de chaleur et la durée de vie en raison de son intégrité. Dans son processus de fabrication, le processus de brasage joue un rôle central.
Traitement du brasage sous vide de l’échangeur de chaleur en aluminium
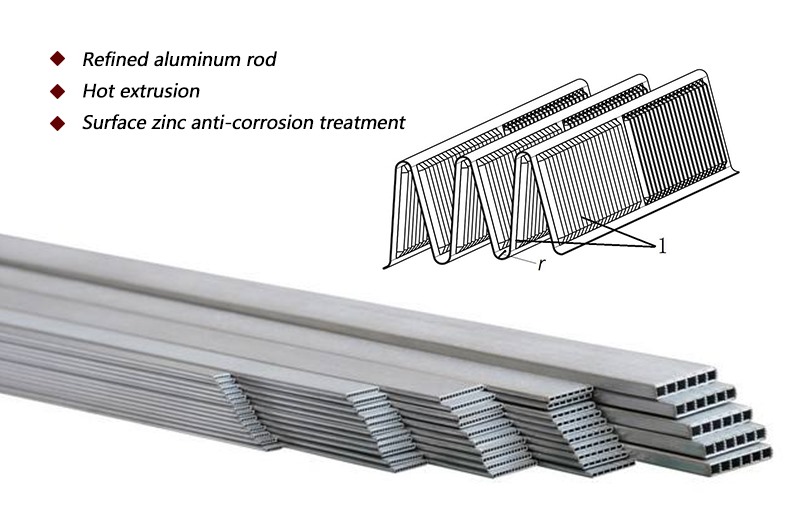
Le matériau du radiateur à tube plat en aluminium est L0. et LF21, il doit donc utiliser de la soudure à base d’aluminium lors du brasage, et la soudure aluminium-silicium (Bal90Si) peut être utilisée. La température de chauffage, dans le cas d’assurer la pénétration du brasage, le temps de maintien du brasage de 3-5 minutes est approprié. Lorsque la température de brasage est inférieure à 500 °C, un taux de chauffage plus rapide (environ 10 °C/min) et un temps de maintien plus long peuvent être utilisés, et deux sections de maintien peuvent être mises en place, tandis qu’au-dessus de 500 °C, un taux de chauffage plus lent peut être utilisé. Le taux de chauffage est de 4-5 ° C / min et le temps de maintien est court pour obtenir la combinaison parfaite de qualité de brasage et d’efficacité. Une fois la conservation de la chaleur de brasage terminée, le taux de refroidissement est accéléré de manière appropriée, ce qui est bénéfique pour affiner la structure de la couture de la fibre et réduire la ségrégation de la dendrite, améliorant ainsi la résistance au brasage. Cependant, si le taux de refroidissement est trop élevé, il peut entraîner une contrainte thermique excessive sur la soudure. Pour les fissures, un taux de refroidissement de 15-20 °C/min peut généralement être utilisé.
Caractéristiques du brasage sous vide de l’échangeur de chaleur en aluminium
Étant donné que le contrôle de la température du brasage sous vide peut être effectué par ordinateur, il peut strictement atteindre la température et le temps requis pour le brasage, et l’uniformité de la température peut atteindre ± 3 ° C, il est donc très approprié pour le brasage sous vide des radiateurs en aluminium. Et son brasage sous vide n’a pas de pollution, pas de flux, pas de nettoyage avant et après le soudage (seulement le dégraissage avant le soudage), facile à utiliser, haut degré d’automatisation et rendement élevé sous un contrôle optimisé des spécifications. Le coût de fabrication est faible dans le cadre de la production de masse. Bien sûr, il présente également certaines lacunes, telles qu’une consommation d’énergie élevée, des exigences environnementales élevées pour l’équipement, une étanchéité à la poussière et au séchage à l’air et des coûts de maintenance élevés pour l’équipement.






