







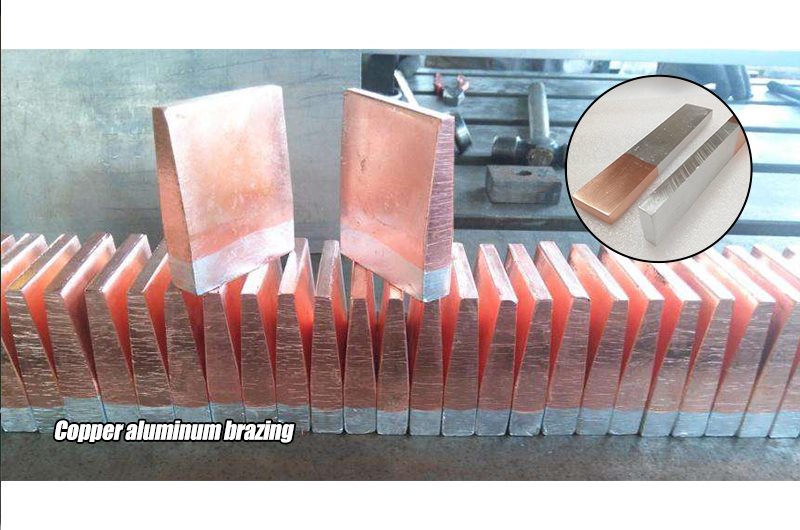
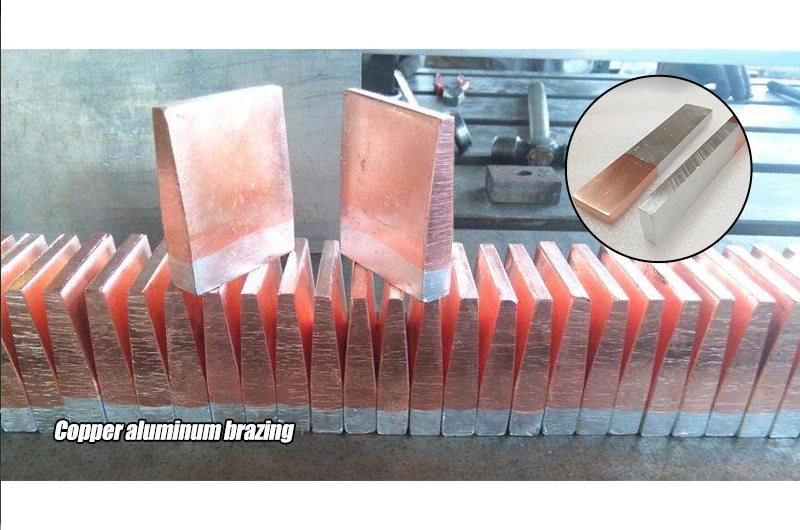
Introduction du brasage cuivre-aluminiumLe cuivre et l’aluminium sont utilisés pour fabriquer des conducteurs électriques, et la densité de l’aluminium est d’un tiers de celle du cuivre. Par conséquent, les connecteurs de formage en aluminium et en cuivre peuvent réduire les coûts, réduire la qualité des composants mécaniques et exercer leurs avantages respectifs....
Introduction du brasage cuivre-aluminium
Le cuivre et l’aluminium sont utilisés pour fabriquer des conducteurs électriques, et la densité de l’aluminium est d’un tiers de celle du cuivre. Par conséquent, les connecteurs de formage en aluminium et en cuivre peuvent réduire les coûts, réduire la qualité des composants mécaniques et exercer leurs avantages respectifs.
La méthode de brasage cuivre-aluminium
- Procédé de soudage: brasage, oxygène-propane (gaz naturel), oxygène-acétylène, brasage à la flamme au gaz liquéfié de pétrole.
- Outils de soudage: bouteilles de gaz avec gaz liquéfié de pétrole, torches de brasage.
- Prétraitement par soudage
(1) Soudage de tuyaux en cuivre et en aluminium
- Conception du joint: L’espace unilatéral du joint doit être contrôlé à 0,08 ~ 0,2 mm et la longueur de la soudure ne dépasse généralement pas 30 mm.
- Traitement de surface: Utilisez une solution de nettoyage de la lessive ou du métal pour nettoyer l’huile et d’autres contaminants dans la zone de soudage des joints, puis utilisez un grattoir (ou du papier de verre grossier, ou une brosse en cuivre ou une brosse métallique) pour gratter la couche isolante sur la surface de la zone de soudage du joint.
Remarque: Il ne peut pas être poli, car la soudure est soudée par action capillaire et n’est pas propice au soudage après polissage.
(2) Soudage d’une barre de cuivre et d’une barre d’aluminium (ou d’un fil de cuivre et d’un fil d’aluminium):
Utilisez une solution de nettoyage de lessive ou de métal pour nettoyer l’huile et d’autres contaminants de la zone de soudage, puis utilisez une brosse en cuivre (ou une brosse métallique, ou un grattoir, ou du papier de verre grossier) pour gratter la couche isolante sur la surface de la zone de soudage des joints.
Remarque: Il ne peut pas être poli, car la soudure est soudée par action capillaire et n’est pas propice au soudage après polissage.
- Contrôle de la flamme et chauffage
(1) Sélection des outils
Il est préférable d’utiliser une torche de soudage à combustion assistée par air uniformément chauffée (la torche de soudage est équipée d’une vanne de régulation du débit d’air et d’un dispositif rotatif, la flamme est tournée à travers la pointe de soudage et la flamme est pulvérisée uniformément. Cette torche de soudage est vendue par notre société), et la flamme réductrice (gaz naturel, huile) est préférée flamme brûlant du gaz liquéfié).
(2) Méthode de chauffage:
La flamme doit être douce et couvrir complètement la zone de soudage. La flamme doit être déplacée de haut en bas et à gauche et à droite avec la zone de connexion comme centre, de sorte que la zone de connexion soit chauffée uniformément (lorsque différents métaux sont connectés, plus de métal avec une bonne conductivité thermique doit être chauffé. Par exemple, lorsque le cuivre et l’aluminium sont soudés, plus de pièces en cuivre doivent être chauffées pour assurer la connexion. température des composants).
(3) Méthode du fil de remplissage:
tout en chauffant. Le fil fourré par flux peut toucher la pièce dans la zone de connexion (la température de la pièce fait fondre le fil et l’effet de soudage est meilleur). Lorsqu’il est constaté que le fil peut être fondu, le fil doit être alimenté immédiatement et le chauffage doit être arrêté pour éviter une surchauffe et des dommages au métal de base. Alimentez le fil de soudage jusqu’à ce que la soudure fondue remplisse la soudure (parce que la soudure fondue pénètre dans la soudure par action capillaire, arrêtez d’alimenter le fil de soudage lorsqu’il est vu visuellement que la soudure est remplie de soudure. éviter les déchets inutiles).
(4) Méthode de refroidissement:
Retirez la torche après le soudage pour lui permettre de refroidir naturellement.
Remarque: Lors du soudage, évitez la flamme visant un certain point pendant une longue période et la température de soudage ne doit pas dépasser 630 ° C pour éviter de brûler le métal de base.
Avertissement de sécurité: Les travaux de brasage doivent porter des vêtements de protection, des gants de protection et des lunettes de protection (ou un écran facial de protection), méfiez-vous des éclaboussures de flux liquide sur la peau et des brûlures.
- Traitement post-soudure :
Aucun autre traitement n’est nécessaire après refroidissement, le résidu de flux est visible mais non corrosif, n’absorbe pas l’humidité et adhère fermement. Si nécessaire, il est recommandé d’utiliser des méthodes physiques pour enlever, comme l’utilisation d’une brosse métallique pour enlever après le trempage (s’il y a une petite bavure, elle peut être polie avec du papier de verre fin).






